Для начинающего сварщика выбор электрода может стать проблемой. Есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да для начала и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам.
Содержание статьи
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Про типы сварочных аппаратов читайте тут.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Рекомендуемый сварочный ток, А | Масса пачки, кг | Цена, руб |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производитель "Межгосметиз) | Длинна электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Потолочное положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
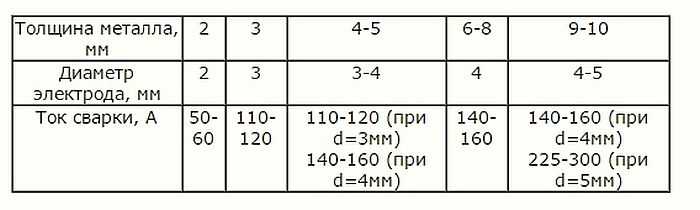
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.

Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.

Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10–20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 — и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.



Здравствуйте. Хорошо написанная статья, прям поэтапно про разные виды электродов. Которые в большей степени востребованы. Хотелось бы добавить от себя. Самую малость. Электроды ЛЭЗ МП-3С честно признаться, они варят не плохо, в разных положениях. Но процесс сварки не мягкий а скорее средней жесткости. А вот электроды ЛЭЗ АНО-21 варят мягче поджигаются повторно лучше. Мое мнение как не профи, а скорее сварщика самоучки 🙂 Мои выводы просто мнение со стороны. Варю сварочным аппаратом инверторным Rilon Profi ARC 200 A. Сварочный рекомендую новичкам которые решили заняться сваркой 🙂
Просто, доступно и от себя, а не где-то сдёрто.
Совет.
Добавте предложение: «Понравилось, не забудьте отключить блокирощик рекламы и кликнуть по gogle+ и т.д.».
Таким сайтам рейтинг надо подымать, а многие прочитав — просто уйдут.
Хорошая статья. Для начинающих вполне достаточно. Инвертор, маска, электроды куплены. Обрезки ненужного металла тоже имеются. Только электроды у нас в продаже одни китайские. Все варят, не жалуются. Жду выходного, еду на дачу и с помощью этой статьи начинаю тренировки.
Прочитала много разных статей. Эта — одна из редких содержательных. Спасибо автору.
У меня аппарат Fubag IQ 200. Электроды нашла «Ресанта» МР-3 3 мм.
Я — новичок.
Вот тут пишут,что УОНИ оставляет очень прочный шов, устойчивый к ударам. Кроме марки покрытия электрода есть марка самого электрода. Например, Э46, где 46 это прочность на разрыв для одного квадратного миллиметра в кГс. Встречаются МР3 и УОНИ 13/55 марки Э46.
Почему 46 кГс для УОНИ больше, чем 46 кГс для мр3?